
The principal way in which the production department participates in TPM is through autonomous maintenance- cleaning, inspection, and simple adjustments performed by operators systematically trained through a step-by-step programme.
The purpose of an autonomous maintenance program is threefold. First, it brings production and maintenance people together to accomplish a common goal – to stabilize equipment conditions and halt accelerated deterioration. Operators learn to carry out important daily tasks that maintenance personnel rarely have time for. These tasks include cleaning and inspection, lubrication, precision checks, and other light maintenance tasks, including simple replacements and repairs in some environments.
Second, an autonomous maintenance program is designed to help operators learn more about how their equipment functions, what common problems can occur and why, and how those problems can be prevented by the early detection and treatment of abnormal conditions. Third, the program prepares operators to be active partners with maintenance and engineering personnel in improving the overall performance and reliability of equipment.
Traditionally, the general attitude on the shop floor has been “I run it, you fix it”. Operators were responsible only for setting up workplaces, operating the equipment, and checking the quality of processed work. All management of the equipment’s condition was the responsibility of maintenance staff. By now it should be clear that this way of thinking does not promote optimal equipment performance.
The alternatives are sad indeed, because as operators you can easily prevent many breakdowns and quality problems by learning how to recognize abnormal conditions. A great deal of this learning can come about simply through your physical contact with the equipment – by taking a little time to tighten loose bolts, lubricating dry parts and cleaning away dirt, and by noticing dirt or grime on friction surfaces and switches – conditions that can shorten equipment life.
While these tasks are easy enough to do, in very few factories are they done well. Often you can find clogged drains, empty oil supply equipment, and other results of neglect.
Autonomous maintenance teaches you, the equipment operator, to understand your equipment. Equipment knowledge is no longer limited to operation; now it also includes a lot of things traditionally regarded as maintenance work. This approach is becoming increasingly important as factories introduce more robots and automated systems. Most important, you need the ability to look at the quality of the products and the performance of the equipment and notice when something is not right.
This depends on the following three skills:
When you have mastered all three skills, you will understand the equipment well enough to recognize the causes of future problems. You will realise when the machine is about to produce defects or break down. You will also be able to respond quickly. The following list describes some of the skills operators' need.
Obviously, anyone who masters all these skills has achieved a very high level indeed, and no one is expected to do hat quickly. Instead, each skill should be studied and practiced for whatever time it takes to acquire proficiency.
Implementing Autonomous Maintenance in Seven Steps
Table below outlines the seven developmental stages of an autonomous maintenance program. These stages or steps are based on the experiences of many companies that have successfully implemented TPM They represent an optimal division of responsibilities between production and maintenance departments in carrying out maintenance and improvement activities.
A Step -by -Step Approach
It is very difficult to do several things at the same time. That’s why autonomous maintenance training takes a step-by-step approach, making sure each key skill is thoroughly learned before going on to the next. Autonomous maintenance is implemented in seven steps:
Step 1 : Conduct initial cleaning and inspection
Step 2 : Eliminate sources of contamination and inaccessible areas.
Step 3:Develop and test provisional cleaning, inspection and lubrication standards.
Step 4: Conduct general inspection training and develop inspection procedures.
Step 5 : Conduct general inspections autonomously.
Step 6 : Organise and manage the workplace.
Step 7 :Ongoing autonomous maintenance and advanced improvement activities.
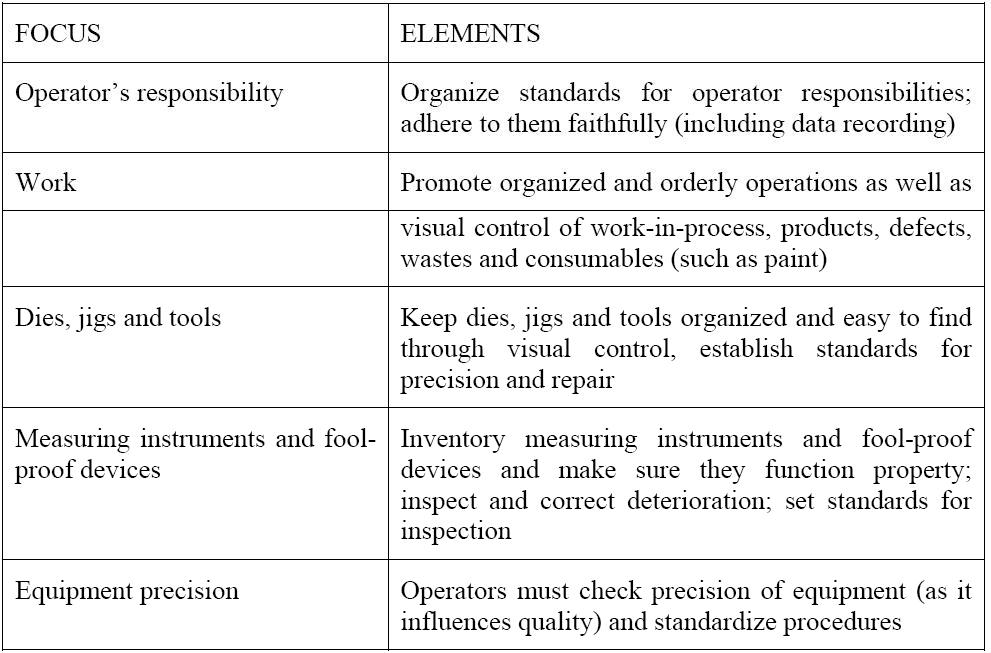
Operators and maintenance personnel from small groups and they continue to refine the inspection process and to generate improvements that increase the equipment life and effectiveness. They are increasingly involved with maintenance in gathering and analysing equipment data such as the results of daily inspection, downtime statistics, oil and grease usage, quality defect data, tool wear records and so on. And they continue to build analytical and diagnostic stills by working on increasingly challenging improvement projects that reflect cooling improvement goals, such as reliability and maintainability improvement or quality activities. At this stage, the operators become full partners in the equipment management process and zero down time and zero defects become achievable targets.