For some time there has been an intense search for the key techniques and / or technologies which might explain the reason for the extreme competitiveness of many Japanese companies. This has applied principally to manufacturing companies but now seems to be true of service companies such as banks and supermarkets.
In the late 70’s and early 80’s the more advanced Western manufacturing and service companies realized that individual techniques such as TQC (Total Quality Control), JIT (Just-In-Time) and QCT (Quick Change Tooling) were unlikely to give them optimum business performance and competitiveness. Consequently, these companies began detailed investigations into the reasons for Japanese competitiveness.
The results of these investigations were that there is an underlying strategy called variously VAM (Value Adding Management, TTC in Australia, VAM Ltd. in U.S.A), TPS (Toyota Production System), MTS (Minimum Standard Stock & Time, Hitachi) and EPOC (Engineering Production of the Coming Age, Toshiba). This can be used to return a company to the basics of good manufacturing performance. Even more important, it can help the company performance improve steadily on a daily basis.
US consultants have estimated that approximately 1,000 US companies have installed are in the process of installing this strategy, Japanese authorities identify approximately 7,000 in Japan. The TTC estimates approximately 250 Australian companies have installed the strategy are in the process of doing so.
The correct application of the strategy and its associated techniques has been shown to give benefits and performance in key business areas up to an order of magnitude higher than for the majority of Western manufacturing companies.
The Japanese are quite sanguine about the change of Western companies putting in the strategy and keeping it in place on a permanent basis. One of the key developers of the strategy in Japan has remarked that US and Australian managers do not have the fortitude required to change their methods of running a company and to maintain this for the foreseeable future.
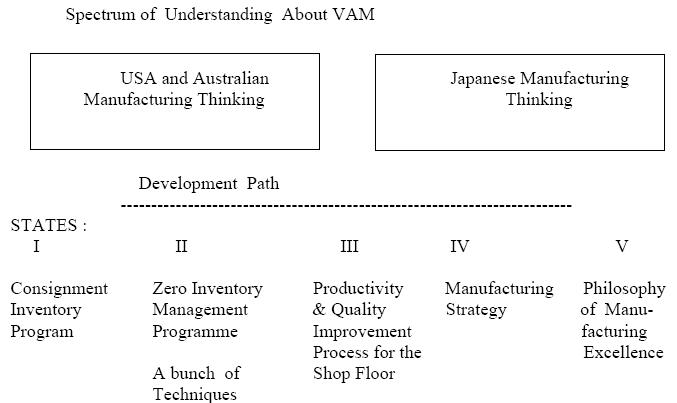
What has clouded our perception in the West is that these changes are largely brought about using knowledge that in many cases has been around for a number of years. We have not seen that the appropriate strategy is a necessary foundation for company change enabling management to steer the optimum development using the plethora of techniques and technologies. The majority of our companies are still at the stage of installing individual tactics and techniques rather than the strategy behind them. A neat diagram summarizing this thinking is shown below:
The message is very clear. There is a better way of running manufacturing and service companies to achieve world competitiveness. The first companies using this program are in general going to be the ones to remain in business; the first countries to convert the bulk of their manufacturing and service companies are going to be the world’s leading business and manufacturing centers.
It is also clear that without the strategy in place, additions of the latest technologies in the form of machines, computer systems, processes and methodologies will give less than optimum development to our companies, and in some cases negative business benefits.
The Value Adding Management Strategy is defined as :
“A strategy of continual improvement through the progressive identification and elimination of all non-value adding and non-service adding wastes with the total creative involvement of all employees.”
Most progressive companies have an internal strategy statement or mission statement which defines what it is the company wants to be at a given point in time in the future. This is called the WHAT of a company.
Few Western companies have in place matching strategies, tactics, and techniques which enable this to happen at an optimum rate for a minimum amount of spending and effort. This is known as the HOW half of the strategy.
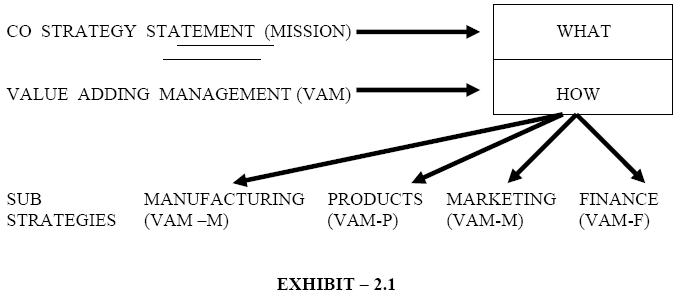
VAM is the HOW part of the strategy and is the most fundamental methodology yet developed. It has four sub-strategies in the key company areas of Manufacturing, products, Marketing and Finance.
These are called respectively :
VAM-M Value Adding Management - Manufacturing.
VAM-P Value Adding Management - Products.
VAM-M Value Adding Management - Marketing.
VAM-F Value Adding Management - Finance.
The majority of companies have as Number One Priority the installation of the VAM-M strategy. The basic reason for this is that this strategy can give immediate large benefits in cash and space savings, delivery and quality performance over periods of as short a time as six months from the installation of the strategy. The conversion to the total VAM strategy thus becomes a pay-as-you-go process which is extremely attractive at any time and particularly so in the present economic climate.
The VAM-M strategy can be defined as :
“A manufacturing strategy of continual improvement through the progressive identification and elimination of all non-value adding wastes with the total creative involvement of all employees.”
Visually, it can be demonstrated by the following Exhibit 2.2.
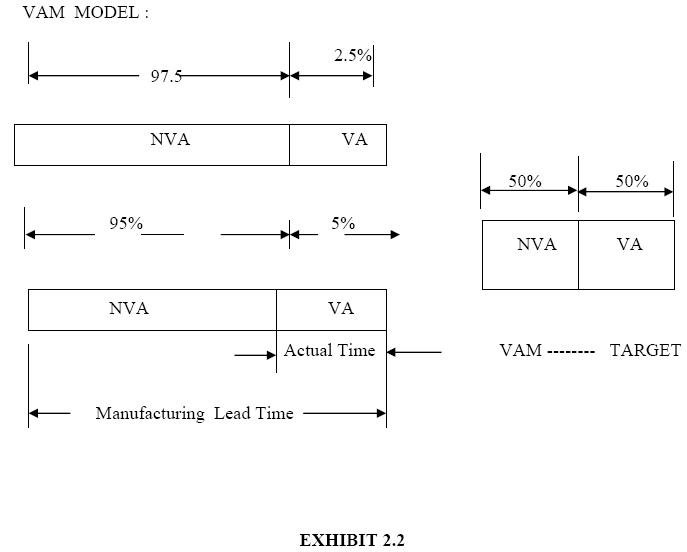
The block diagram at the top of Exhibit 2.2 represents from end to end the Total Lapsed time (manufacturing lead time) from taking raw material from the raw materials store to the placing of the finished goods in the finished goods store.
The Value Adding Time is defined as the Actual Time the raw material or part finished goods are being worked on. ( This does not include setting-up time, adjustments, etc.)
It is sobering to reflect that for the majority of our manufacturing companies this time represents 5% or less of the total manufacturing lead time. Our managers have all been taught, of course, that a manufacturing company is all about adding value. One of the consequences of this is that managers have almost invariably concentrated on reducing the value adding time by, for example, putting in faster machinery, methods, painting methods, etc.
The second block diagram shows that happens when the percentage of this value adding time is reduced by half, and the non-value adding time is left the same. If we do this then overall we reduce the manufacturing lead time and hence increase the efficiency of the plant, but it will be noted that the actual percentage of manufacturing time has actually gone down. Clearly this is developing the company in the wrong direction, the percentage of value adding should be steadily increasing.
Toyota realized this in 1950, and since then has put the majority of its manufacturing effort into reducing the non-value adding time, currently having the ratios shown at the bottom of the Exhibit.
Toyota is now on a ratio of non-value adding time to value adding time of 1:1. This difference in Toyota and other leading world class companies, compared to our companies, is even more dramatic when the situation is viewed in actual hours.
For example, if the total manufacturing lead time, i.e. value adding plus non-value adding, at the top of Exhibit 2.2 is 100 hours, then in Toyota’s case the non-value adding time would have shrunk from 95 hours to five hours, a total of 17 times better than most of the companies in the USA and Australia.
In fact the situation is in many cases much worse than this, as some of our leading manufacturing companies have value adding activities of 0.1% or less. The tactics and techniques required to put the VAM-M strategy into place are shown below in Exhibit 2.3.
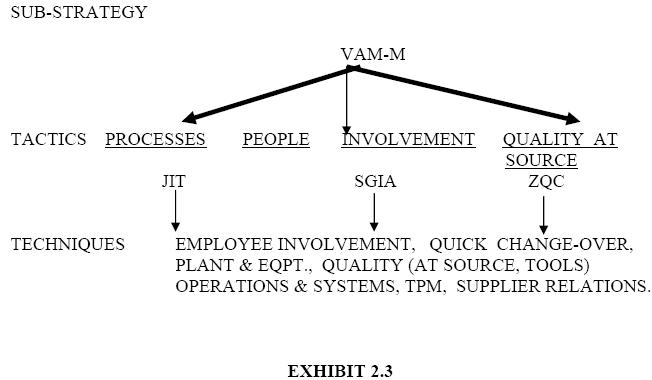
It is clear from Exhibit 2.3 that if individual techniques are put in without the tactics being in place and, worse still, without the sub-strategy being in place, then it is almost certain that less than optimum business development will result. It may now be seen why so many companies have been puzzled by the relatively poor performance of techniques such as Quality Circles, which have been introduced as “stand alone” techniques.
Some of the key techniques for the initial conversion of a company are:
Techniques |
Examples |
| Plant Equipment | Group Technology |
| Quality | Quality at source, TQC (Total Quality Control) |
| Employee Involvement | Small group activities such as Quality Circles and Programs for Individuals such as TEI (Total Employee Involvement) |
| Quick Changeovers | QCT (Quick Change Tooling) SMED (Single Minute Exchange of Die) |
Overall Linking of Machine and Processes |
JIT (Just-In-Time) |
These attack the various non-value adding wastes outlined in Exhibit 2.4 as follows:
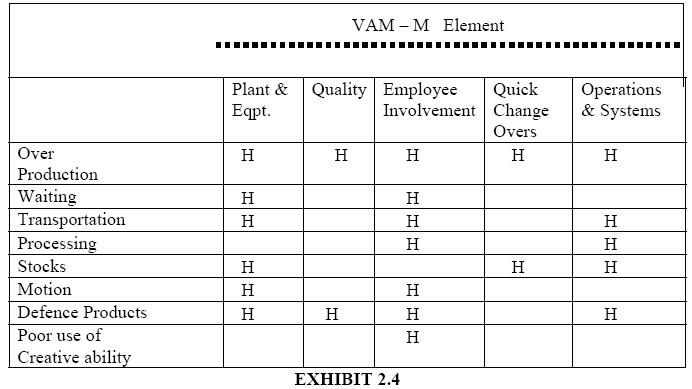
The various non-value adding wastes in conventionally managed plants can be divided into the eight categories shown in Exhibit 2.4. It is possible to see which of these wastes are being removed by which tactics and techniques of the VAM-M manufacturing strategy. For example, Exhibit 16.4 illustrates that quick changeovers will attack the wastes of over-production and stocks. This table is for general guidance only, as the actual wastes removed will vary depending upon the particular company and industry area.
At the present time, 1,000 US companies and 250 Australian companies are known to have commenced installation of the strategy. These cover virtually all manufacturing areas, ranging from clothing and garment manufacturers, to paper mills, cement and steel works, woodyards, furniture, truck, drug and automotive parts manufacturers.
It is extraordinary that the same methodology can be used for virtually all of these companies. The application only differs in terms of the order in which the different techniques are applied. This order can vary even within similar companies in the same business.
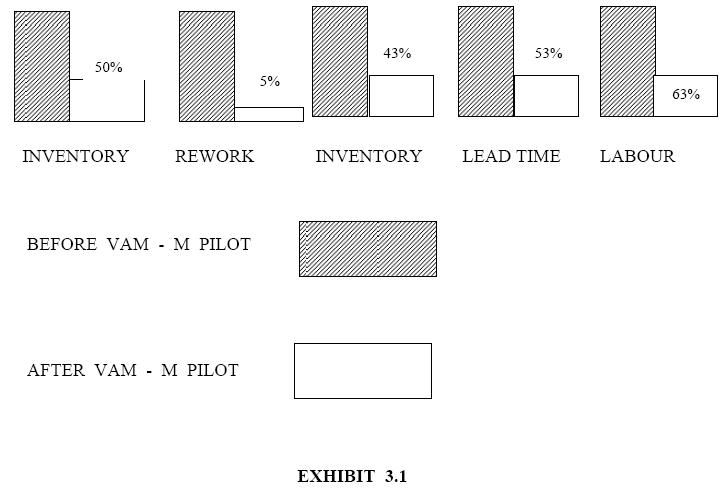
Some typical benefits obtained in the first six hs of application of the strategy are shown in Exhibit 3.1.
Little mention has been made so far as to the role of technology in company development. The addition of new technologies is still very important but is Number Two priority. The perception of which technology is appropriate for optimum business development changes dramatically after the installation of the VAM-M strategy.
An example of this can be seen from a small company in Sydney, Australia with 25 employees. It apparently needed additional factory space in the form of a new mezzanine floor and a few numerically controlled machining center. These were required to cope with an expected 30% increase in production in the following year.
Twelve months after the installation of the strategy thirty percent of the existing factory space had been released and it became apparent that a new NC lathe was not required. The most appropriate technology to develop the business was identified as computer aided design.
The strategy therefore has profound implications for the type of future investment required in a company.
A number of extreme examples of this can be cited in England, where a few years ago a government funded program encouraged companies to install Flexible Manufacturing Systems (FMS). These systems are designed to give virtually fully automated production of certain components and can accept a relatively wide range of different sizes and shapes of parts.
Tens of millions of pounds sterling of taxpayers’ money (apart from the company’s own money) was spent installing these systems. Several of the plants have since gone out of business. A recent article commented rather sadly that the number of FMS installations had fallen dramatically since the government ceased funding the program.
For example, one company showed a jump in turn on investment from 10% before tax to 23% within the first year of installing the VAM strategy.
It is now virtually impossible to achieve world competitiveness and optimum business development without the VAM strategy in place.
In this article only one of the four elements of the VAM strategy, Value Adding Management in the Manufacturing / Operations area of manufacturing companies is covered. However, it is now becoming apparent that matching sub-strategies are also in place in a number of Japanese companies in the product development area, in marketing and in financial / personal areas.
At present, the VAM strategy and tactics in manufacturing / operations is the only area fully developed in most Western companies. Development of and installation of the other sub-strategies is under way. For example, in Australia a national pilot program has commenced in New South Wales and Queens Land to test out the sub-strategy in the product area (VAM-P) in 30 companies.
On the brighter side, it is also apparent that once the strategy is in place and the senior management “stick with it”, it is almost impossible for a company to be overtaken by competitors.