The scope for applying Low Cost Automation is limited only by the ingenuity of the individual. It can be used extensively in materials handling, inspection, clamping, operation etc. Its use is not limited only to the Engineering Industry. It can be used in other industries also and even in farming. It can be used in non-industrial applications also, such as in cleaning of carriages, coaches etc. A few of the applications are given here.
1. Application of pneumatics for automation is best illustrated by the example given in the publication of the Machinery Publishing Co. Ltd This give the example of a drilling machine (Pollard earn operated machine), which has been made fully automatic by providing a pneumatically operated fixture which feeds, clamps and ejects the work pieces as required. This is shown in the Figure 6. The magazine, which is fitted to the fixture, should be supplied with blanks. The machine carries a 2-spindJe head, and is capable of drilling two holes simultaneously in the work piece, which, in this case, is a latch for a door lock.
The base A of the fixture carries a slide which is operated by the air cylinder B. This slide takes work pieces from the magazine C and carries them to the drilling position one after the other. As the slide returns after the drilling operation, a blast of compressed air is passed from the pipe D through a nozzle to eject the work into the chute E, thence to a suitable receptacle. Control of the air cylinder is by a valve operated by the exam and rower follower at F, while the air ejecting the work-piece is obtained from the exhaust on the return stroke of the piston
2. Rign de Groot1 narrates the following simple, yet, very effective application of Low Cost Automation:
The main operation involved, is tapping of a hole in a small product. The set-up includes a slide equipped with two identical fixtures, as shown in figure 7. In each of the two extreme positions of the slide, (extreme right and left), the centre of one of those fixtures is in line with the tapping tool. While tapping is done on one product, the operator places the next product in the other fixture. Soon after the completion of the tapping an9 retraction of the tapping tool, the slide shifts to the other position and the tap can immediately start tapping on the next product.
In the mean time, a jet of air ejects the ready part and simultaneously cleans the fixture. While the tapping is going on, the operator can place another part in the now empty fixture. The movement of the slide can be done either manually or automatically. If it is to be done automatically, an air cylinder can be used to shift the slide the moment the tap has been retracted. Bringing down the tap to the work can also be done either manually or automatically and if it is the latter case, the slide will give the required signal for the tap to come down, the moment it reaches the other position.
3. JWK Murch3 narrates the application of Low Cost Automation in ultrasonic welding of Plastic Egg Cups.
The egg cup is moulded in two parts, of different colours, whither are joined together afterwards. Originally, the two parts were joined by coating one with a suitable adhesive and then pressing the two parts together. In the original method of manual assembly, the rate of production was' 10 egg cups per minute per operator. The company bad orders for eight million egg cups and hence, there was a necessity to raise the rate of production. Since the order was not likely to be repeated, the amount of finance available for automation was limited.
The company decided to use ultrasonic welding for joining the two parts together. This would need a service to generate ultrasonic at about 20 Kegs per second, a transducer and born, and a timing device. 'The total cost of this set up was approximately £ 8000. A very important feature of this set-up was that the equipment (apart from the horn which was made especially for each application), could be used for other plastic welding operations when the egg cup contract was finished.
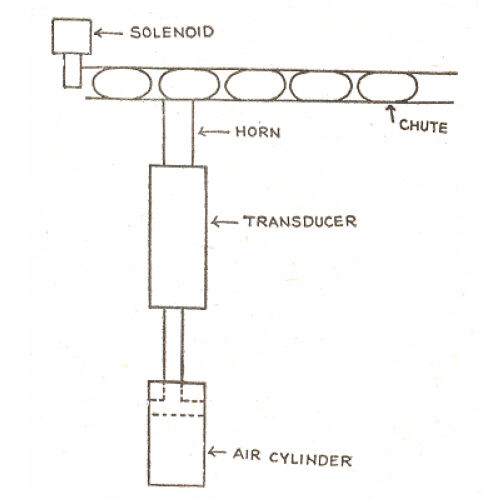
In the new method, the operator assembled the two halves and then placed the assembly in a chute where it would be fed by gravity to the welding position. At the welding position, the transducer, with horn attached, would move so that the horn would press on to the plastic with the two halves being clamped between the horn and the chute. After a period of ultrasonic vibrations followed by a time during which only pressure is applied to the two halves of the assembly, the horn and transducer are moved automatically clear of the welded assembly. At this point a solenoid is energised, operating a trip that allows the completed assembly to drop out of the chute and all the other assembled egg cups stored in the chute to move down. The trip then comes back to its normal position, preventing the cups falling out of the chute and the cycle is repeated.
A standard air cylinder is used to actuate the ultrasonoic transducer and horn and to provide the means of applying the necessary pressure during the welding cycle. Standard slotted angle is used to make a frame for the equipment and the loading and feeding chute was made specially by the firm to suit the component. This arrangement is shown in Fig 8.
In the new method, the production rate increased to 80 per minute, i.e. eight times the previous rate of output.
The total cost of this application including materials, labour and overheads, was estimated by the firm at £ 150 excluding the cost of the ultrasonic equipment. As the ultrasonic equipment could be used for other jobs also} part of its total cost only is to be recovered in this.
Photo-electric cells are sensors which can sense and measure the amount of light falling on a light-sensitive device. They can be used either as simple, on-off, switches or to operate on a gradual change of light intensity.
In the simplest arrangement, it has a projector consisting of a light source and a lens system to concentrate the light into a narrow beam, and a receiver which comprises the photo-cell, an amplifier and a relay. In -the 'dark energised' type, when the light beam is interrupted, the relay closes. In the light energised type, the cell is normally in the dark and will energise the relay when it sees light. .
JWK Murch3 illustrates an interesting example of the application of photo-electric cells, which is given below
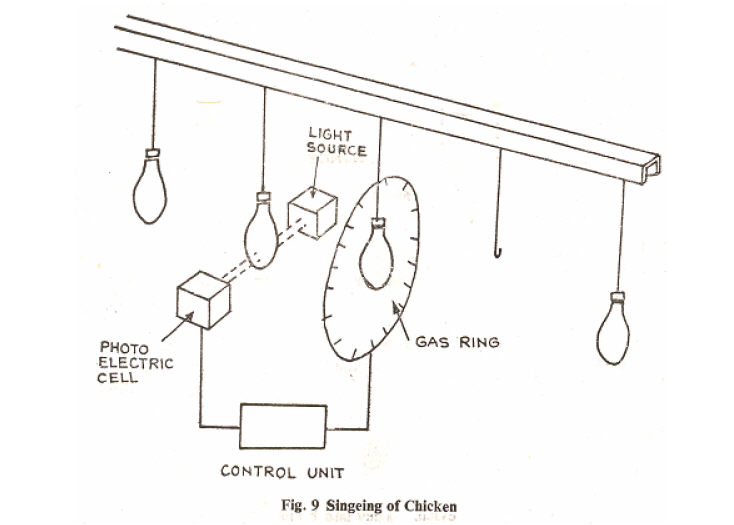
The process involved is singeing of chick. In this, considerable wastage of gas can occur from flame burning continuously when no incases are passing through the singer. The objective of instilling atomic control is to save gas. To achieve this, a photo~-electric cell is Used which is fitted with a time-delay which allows the gas to continue to burn as long as caresses are flowing. Whenever there is a break in the flow, the timer runs out, and the gas C supply valve solenoid is de-energised shutting off the gas supply. This arrangement is shown in the Fig. 9 given below.
As already mentioned, the scope for the application of Low Cost Automation is virtually unlimited. The only limiting factor, perhaps, would be the ingenuity of the designer. Experience of other countries in the application of Low Cost Automation has shown that it will result in many benefits, such as higher productivity, low cost of production, improved and more uniform quality, increased
Safety etc. If Indian industries want to survive in keen competition, particularly abroad, it is necessary that they attain a high level of productivity; Application of Low Cost Automation would help them, particularly the small and medium ones, in raising their level of productivity.
It is unlikely that Low Cost Automation in its true sense, results in radical changes affecting entire departments. There will, no doubt, be some initial displacements. But in the long run, this will not have any adverse effect since the employment opportunities would increase. However, it is essential that management takes into confidence all the concerned employees. Before introducing Low Cost Automation, it is necessary to have detailed discussions with the trade unions or employees, representatives which will pave way for securing employees' cooperation. This is particularly so, because of the apprehension in the minds of the workers, that automation in any form or degree would result in redundancy. Once the workers agree for the introduction of LCA and work on the improved methods, it is very unlikely that they would wish to go back to their old methods. Low Cost Automation minimises most of the heavy physical tasks and enables the operator to achieve high productivity. The minimisation in the physical effort on the part of the operator reduces the possibility of error-particularly when the work is repetitive.
The scope for the application of Low Cost Automation in our country is considerable. Our small and medium scale industries are nearly in the same state as were their Japanese counterparts over a decade ago. And they themselves and the country would do well by following the Japanese example. Unless the unit cost of production is kept at the minimum possible level, it will not be possible to face and survive keen competition, both inside the country and abroad. Low Cost Automation can improve the productivity of the various industries considerably, thereby reducing the unit cost of production and our industrial undertakings will be able to survive and prosper even in a highly competitive market.