Coal is classified into three major types namely anthracite, bituminous, and lignite. However there is no clear demarcation between them and coal is also further classified as semi- anthracite, semi-bituminous, and sub-bituminous. Anthracite is the oldest coal from geological perspective. It is a hard coal composed mainly of carbon with little volatile content and practically no moisture. Lignite is the youngest coal from geological perspective. It is a soft coal composed mainly of volatile matter and moisture content with low fixed carbon. Fixed carbon refers to carbon in its free state, not combined with other elements. Volatile matter refers to those combustible constituents of coal that vaporize when coal is heated.
The common coals used in Indian industry are bituminous and sub-bituminous coal. The gradation of Indian coal based on its calorific value is as follows:
Grade |
Calorific Value Range ( in kCal/kg) |
A |
Exceeding 6200 |
B |
5600 – 6200 |
C |
4940 – 5600 |
D |
4200 – 4940 |
E |
3360 – 4200 |
F |
2400 – 3360 |
G |
1300 – 2400 |
Normally D,E and F coal grades are available to Indian Industry.
The chemical composition of coal has a strong influence on its combustibility. The properties of coal are broadly classified as
Heating Value:
The heating value of coal varies from coal field to coal field. The typical GCVs for various coals are given in the Table 1.4.
* GCV of lignite on ‘as received basis’ is 2500 –3000
Analysis of Coal
There are two methods: ultimate analysis and proximate analysis. The ultimate analysis determines all coal component elements, solid or gaseous and the proximate analysis determines only the fixed carbon, volatile matter, moisture and ash percentages. The ultimate analysis is determined in a properly equipped laboratory by a skilled chemist, while proximate analysis can be determined with a simple apparatus. It may be noted that proximate has no connection with the word “approximate”.
Measurement of Moisture
Determination of moisture is carried out by placing a sample of powdered raw coal of size 200-micron size in an uncovered crucible and it is placed in the oven kept at 108+2 oC along with the lid. Then the sample is cooled to room temperature and weighed again. The loss in weight represents moisture.
Measurement of Volatile Matter
Fresh sample of crushed coal is weighed, placed in a covered crucible, and heated in a furnace at 900 + 15oC. For the methodologies including that for carbon and ash, refer to IS 1350 part I:1984, part III, IV. The sample is cooled and weighed. Loss of weight represents moisture and volatile matter. The remainder is coke (fixed carbon and ash).
Measurement of Carbon and Ash
The cover from the crucible used in the last test is removed and the crucible is heated over the Bunsen burner until all the carbon is burned. The residue is weighed, which is the incombustible ash. The difference in weight from the previous weighing is the fixed carbon. In actual practice Fixed Carbon or FC derived by subtracting from 100 the value of moisture, volatile matter and ash.
Proximate Analysis
Proximate analysis indicates the percentage by weight of the Fixed Carbon, Volatiles, Ash, and Moisture Content in coal. The amounts of fixed carbon and volatile combustible matter directly contribute to the heating value of coal. Fixed carbon acts as a main heat generator during burning. High volatile matter content indicates easy ignition of fuel. The ash content is important in the design of the furnace grate, combustion volume, pollution control equipment and ash handling systems of a furnace. A typical proximate analysis of various coal is given in the Table 1.5.

Significance of Various Parameters in Proximate Analysis
a)Fixed carbon:
Fixed carbon is the solid fuel left in the furnace after volatile matter is distilled off. It consists mostly of carbon but also contains some hydrogen, oxygen, sulphur and nitrogen not driven off with the gases. Fixed carbon gives a rough estimate of heating value of coal
b)Volatile Matter:
Volatile matters are the methane, hydrocarbons, hydrogen and carbon monoxide, and incombustible gases like carbon dioxide and nitrogen found in coal. Thus the volatile matter is an index of the gaseous fuels present. Typical range of volatile matter is 20 to 35%.
Volatile Matter
c)Ash Content:
Ash is an impurity that will not burn. Typical range is 5 to 40%
Ash
d)Moisture Content:
Moisture in coal must be transported, handled and stored. Since it replaces combustible matter, it decreases the heat content per kg of coal. Typical range is 0.5 to 10%
Moisture
e)Sulphur Content:
Typical range is 0.5 to 0.8% normally.
Sulphur
Ultimate Analysis:
The ultimate analysis indicates the various elemental chemical constituents
such as Carbon, Hydrogen, Oxygen, Sulphur, etc. It is useful in determining
the quantity of air required for combustion and the volume and composition
of the combustion gases. This information is required for the calculation
of flame temperature and the flue duct design etc. Typical ultimate analyses
of various coals are given in the Table 1.6. 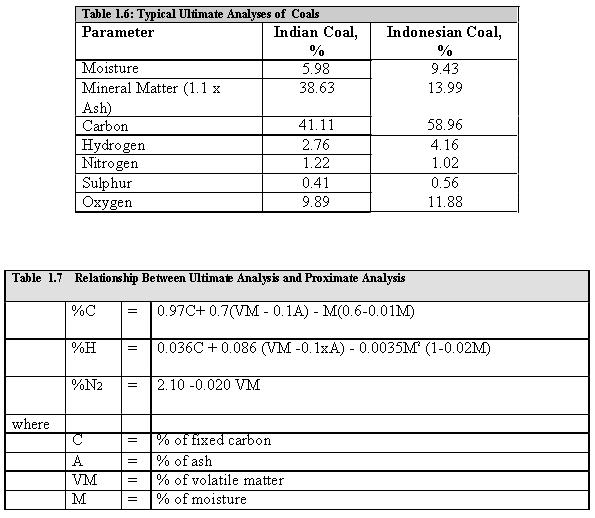
Uncertainty in the availability and transportation of fuel necessitates storage and subsequent handling. Stocking of coal has its own disadvantages like build-up of inventory, space constraints, deterioration in quality and potential fire hazards. Other minor losses associated with the storage of coal include oxidation, wind and carpet loss. A 1% oxidation of coal has the same effect as 1% ash in coal, wind losses may account for nearly 0.5 – 1.0% of the total loss.
The main goal of good coal storage is to minimise carpet loss and the loss due to spontaneous combustion. Formation of a soft carpet, comprising of coal dust and soil causes carpet loss. On the other hand, gradual temperature builds up in a coal heap, on account of oxidation may lead to spontaneous combustion of coal in storage.
The measures that would help in reducing the carpet loses are as follows:
In process Industry, modes of coal handling range from manual to conveyor systems. It would be advisable to minimise the handling of coal so that further generation of fines and segregation effects are reduced.
Preparation of Coal
Preparation of coal prior to feeding into the boiler is an important step for achieving good combustion. Large and irregular lumps of coal may cause the following problems:
(a) Sizing of Coal
Proper coal sizing is one of the key measures to ensure efficient combustion. Proper coal sizing, with specific relevance to the type of firing system, helps towards even burning, reduced ash losses and better combustion efficiency.
Coal is reduced in size by crushing and pulverizing. Pre-crushed coal can be economical for smaller units, especially those which are stoker fired. In a coal handling system, crushing is limited to a top size of 6 or 4mm. The devices most commonly used for crushing are the rotary breaker, the roll crusher and the hammer mill.
It is necessary to screen the coal before crushing, so that only oversized coal is fed to the crusher. This helps to reduce power consumption in the crusher. Recommended practices in coal crushing are:
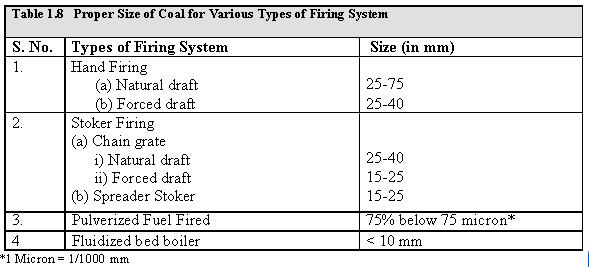
The Table 1.8 gives the proper size of coal for various types of firing systems\
(b) Conditioning of Coal
The fines in coal present problems in combustion on account of segregation effects. Segregation of fines from larger coal pieces can be reduced to a great extent by conditioning coal with water. Water helps fine particles to stick to the bigger lumps due to surface tension of the moisture, thus stopping fines from falling through grate bars or being carried away by the furnace draft. While tempering the coal, care should be taken to ensure that moisture addition is uniform and preferably done in a moving or falling stream of coal.
If the percentage of fines in the coal is very high, wetting of coal can decrease the percentage of unburnt carbon and the excess air level required to be supplied for combustion. Table 1.9 shows the extent of wetting, depending on the percentage of fines in coal.

(c) Blending of Coal
In case of coal lots having excessive fines, it is advisable to blend the predominantly lumped coal with lots containing excessive fines. Coal blending may thus help to limit the extent of fines in coal being fired to not more than 25%. Blending of different qualities of coal may also help to supply a uniform coal feed to the boiler.
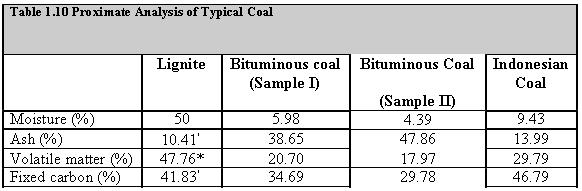
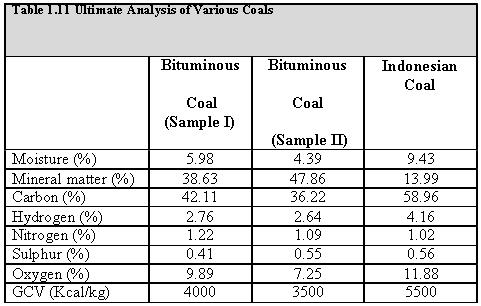
The proximate and ultimate analysis of various coals are given in Table 1.10 and 1.11.