When atomizing oil, it is necessary to heat it enough to get the desired viscosity. This temperature varies slightly for each grade of oil. The lighter oils do not usually require pre-heating. Typical viscosity at the burner tip ( for LAP, MAP & HAP burners) for furnace oil should be 100 Redwood seconds-1 which would require heating the oil to about 105oC.
The efficiency of a boiler or furnace depends on efficiency of the combustion system. The amount of air required for complete combustion of the fuel depends on the elemental constituents of the fuel that is Carbon, Hydrogen, and Sulphur etc. This amount of air is called stoichiometric air. For ideal combustion process for burning one kg of a typical fuel oil containing 86% Carbon, 12% Hydrogen, 2% Sulphur, theoretically required quantity of air is 14.1 kg. This is the minimum air that would be required if mixing of fuel and air by the burner and combustion is perfect. The combustion products are primarily Carbon Dioxide (CO2), water vapor (H2O) and Sulphur Dioxide (SO2), which pass through the chimney along with the Nitrogen (N2) in the air,.
After surrendering useful heat in the heat absorption area of a furnace or boiler, the combustion products or fuel gases leave the system through the chimney, carrying away a significant quantity of heat with them.
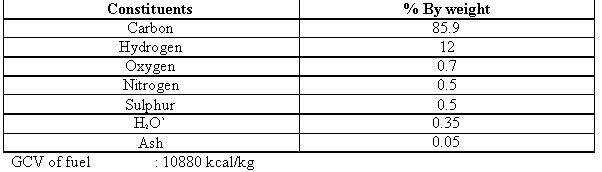
The specifications of furnace oil from lab analysis is given below:
Considering a sample of 100 kg of furnace oil. The chemical reactions are:
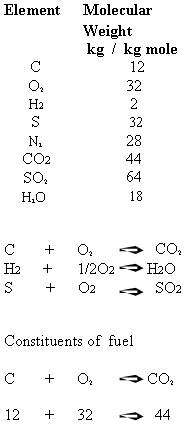
12 kg of carbon requires 32 kg of oxygen to form 44 kg of carbon dioxide therefore 1 kg of carbon requires 32/12 kg i.e 2.67 kg of oxygen
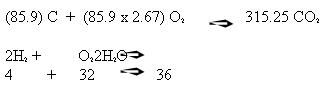
4 kg of hydrogen requires 32 kg of oxygen to form 36 kg of water, therefore 1 kg of hydrogen requires 32/4 kg i.e 8 kg of oxygen
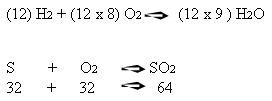
32 kg of sulphur requires 32 kg of oxygen to form 64 kg of sulphur dioxide, therefore 1 kg of sulphur requires 32/32 kg i.e 1 kg of oxygen
![]()
Total Oxygen required (229.07+96+0.5) = 325.57 kg
Oxygen already present in 100 kg fuel (given) = 0.7 kg
Additional Oxygen Required = 325.57 – 0.7
= 324.87 kg
Therefore quantity of dry air reqd.(air contains 23% oxygen by wt.) = (324.87) / 0.23
=1412.45 kg of air
Theoretical Air required = (1412.45) / 100
= 14.12 kg of air / kg of fuel
Nitrogen in flue gas = 1412.45 – 324.87
= 1087.58 kg
Theoretical CO2% in dry flue gas by volume is calculated as below :
Moles of CO2 in flue gas = (314.97) / 44= 7.16
Moles of N2 in flue gas = (1087.58) / 28 = 38.84
Moles of SO2 in flue gas = 1/64 = 0.016
Theoretical air required for 100 kg of fuel burnt = 1412.45 kg
Total quantity. of air supply required with 55% excess air = 1412.45 X 1.55
= 2189.30 kg
Excess air quantity = 2189.30 – 1412.45
= 776.85 kg.
O2 = 776.85 X 0.23
= 178.68
N2 = 776.85 - 178.68
= 598.17 kg
The final constitution of flue gas with 55% excess air for every 100 kg fuel.
CO2 = 314.97 kg
H2O = 108.00 kg
SO2 = 1 kg
O2 = 178.68 kg
N2 = 1087.58 + 598.17
= 1685.75 kg
Moles of CO2 in flue gas = 314.97/44 = 7.16
Moles of SO2 in flue gas = 1/64 = 0.016
Moles of O2 in flue gas = 178.68 / 32 = 5.58
Moles of N2 in flue gas = 1685.75 / 28 = 60.20
For complete combustion of every one kg of fuel oil 14.1 kg of air is needed. In practice, mixing is never perfect, a certain amount of excess air is needed to complete combustion and ensure that release of the entire heat contained in fuel oil. If too much air than what is required for completing combustion were allowed to enter, additional heat would be lost in heating the surplus air to the chimney temperature. This would result in increased stack losses. Less air would lead to the incomplete combustion and smoke. Hence, there is an optimum excess air level for each type of fuel.
Thus in actual practice, the amount of combustion air required will be much higher than optimally needed. Therefore some of the air gets heated in the furnace boiler and leaves through the stack without participating in the combustion
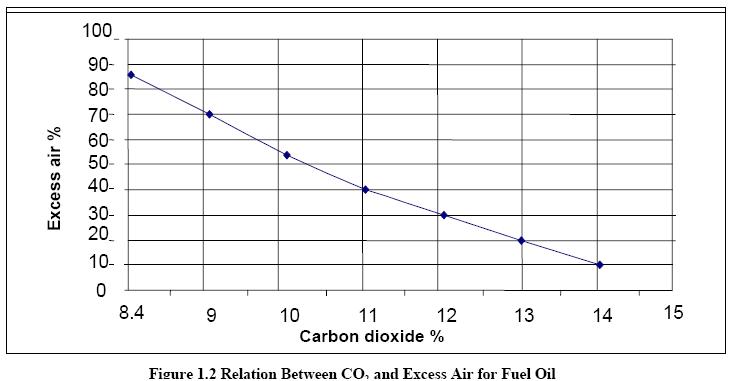
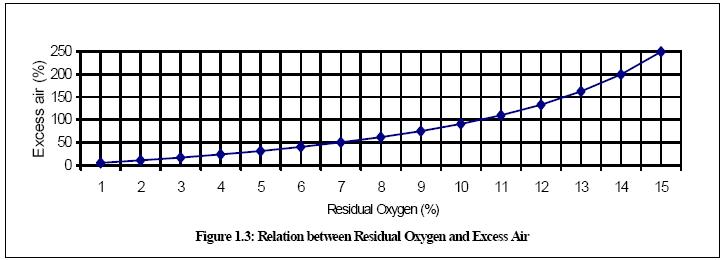
Chemical analysis of the gases is an objective method that helps in achieving finer air control. By measuring carbon dioxide (CO2) or oxygen (O2) in flue gases by continuous recording instruments or Orsat apparatus or portable fyrite, the excess air level as well as stack losses can be estimated with the graph as shown in Figure 1.2 and Figure 1.3. The excess air to be supplied depends on the type of fuel and the firing system. For optimum combustion of fuel oil, the CO2 or O2 in flue gases should be maintained at 14 -15% in case of CO2 and 2-3% in case of O2.
The burner is the principal device for the firing of fuel. The primary function of burner is to atomise fuel to millions of small droplets so that the surface area of the fuel is increased enabling intimate contact with oxygen in air. The finer the fuel droplets are atomised, more readily will the particles come in contact with the oxygen in the air and burn.
Normally, atomisation is carried out by primary air and completion of combustion is ensured by secondary air. Burners for fuel oil can be classified on the basis of the technique to prepare the fuel for burning i.e. atomisation.
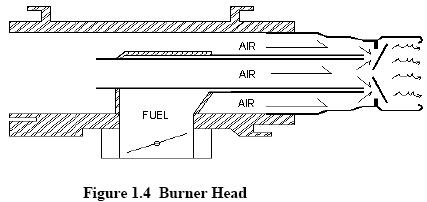
Figure 1.4 shows a simplified burner head. The air is brought into the head by means of a forced draft blower or fan. The fuel is metered into the head through a series of valves. In order to get proper combustion, the air molecules must be thoroughly mixed with the fuel molecules before they actually burn. The air in the center is the primary air used for atomization and the one surrounding is the secondary air which ensures complete combustion.
The mixing is achieved by burner parts designed to create high turbulence. If insufficient turbulence is produced by the burner, the combustion will be incomplete and samples taken at the stack will reveal carbon monoxide as evidence.
Since the velocity of air affects the turbulence, it becomes harder and harder to get good fuel and air mixing at higher turndown ratios since the air amount is reduced. Towards the highest turndown ratios of any burner, it becomes necessary to increase the excess air amounts to obtain enough turbulence to get proper mixing. The better burner design will be one that is able to properly mix the air and fuel at the lowest possible air flow or excess air.
An important aspect to be considered in selection of burner is turndown ratio. Turndown ratio is the relationship between the maximum and minimum fuel input without affecting the excess air level. For example, a burner whose maximum input is 250,000 Kcals and minimum rate is 50,000 Kcals, has a ‘Turn-Down Ratio’ of 5 to 1.